Pharmaceutical packaging operates under some of the most demanding regulatory and technical frameworks in global manufacturing. Every bottle, vial, or container that holds a medicine, vaccine, or active pharmaceutical ingredient (API) must perform consistently over months or years, across varying storage conditions, without compromising the product inside. The challenge is not merely about producing a container — it is about producing one that actively protects its contents from moisture, oxygen, light, microbial ingress, and chemical interaction. Injection stretch blow molding has, over the past two decades, established itself as one of the most reliable technologies for meeting these requirements at industrial scale. Its ability to produce high-clarity, dimensionally precise PET bottles in a contamination-controlled environment makes it a natural fit for pharmaceutical-grade packaging lines. This article examines the specific mechanisms by which the ISBM process delivers the safety and sealing performance that pharmaceutical manufacturers and regulators demand.
The Non-Negotiable Safety Standards Governing Pharmaceutical Packaging
Pharmaceutical packaging is governed by a dense network of international regulations that define exactly what a container must achieve throughout its commercial life. In Australia, the Therapeutic Goods Administration (TGA) sets packaging requirements that align closely with USP (United States Pharmacopeia) Chapter <661>, the European Pharmacopoeia 3.2.2, and ICH guidelines. These standards address extractable and leachable compound limits, container closure integrity test methods, moisture vapor transmission rates (MVTR), and oxygen permeation thresholds. A bottle that looks visually acceptable can still fail regulatory review if its wall thickness varies beyond defined limits, if the neck finish does not create an adequate seal with the closure liner, or if microscopic surface irregularities allow moisture ingress over the stated shelf life. The consequences of packaging failure in a pharmaceutical context are severe: batch rejection, regulatory enforcement action, product recall, or — at worst — patient harm from degraded or contaminated medicine.
What pharmaceutical manufacturers need from their container manufacturing technology is not simply throughput — they need a process where precision and repeatability are built into the fundamental mechanics, not added on as quality inspections after the fact. That is precisely where injection stretch blow molding distinguishes itself from extrusion-based alternatives. The ISBM process sets dimensional tolerances at the injection tooling stage, locks in barrier properties during the controlled stretch-blow phase, and delivers bottles where quality is a product of the manufacturing method itself, not a variable that must be continuously screened out.
How Injection Stretch Blow Molding Delivers Superior Sealing Performance
The sealing integrity of a pharmaceutical bottle depends on two interrelated engineering factors: the dimensional accuracy of the neck finish and the physical properties of the bottle wall immediately beneath the closure sealing surface. Injection stretch blow molding addresses both through a manufacturing sequence that is inherently more controlled than extrusion-based alternatives. In the ISBM process, a preform is first injection-molded with precisely controlled dimensions — including thread form, thread pitch, thread height, and neck sealing land flatness — all formed in hardened steel tooling with tolerances measured in hundredths of a millimeter. This preform is then conditioned to an exact temperature profile and blown into the final bottle shape using a calibrated combination of mechanical stretch rod extension and high-pressure air.
Biaxial Molecular Orientation and Barrier Property Enhancement
When PET is stretched simultaneously in the axial direction (by the stretch rod) and the hoop direction (by blow pressure) during the blowing phase, its polymer chains align in a biaxial crystalline pattern. This molecular orientation reduces the free volume within the polymer matrix — the microscopic gaps through which gas and water molecules can permeate. The measurable outcome is a reduction in both oxygen transmission rate (OTR) and moisture vapor transmission rate (MVTR) relative to unstretched PET. For pharmaceutical applications, this means the bottle functions as an active barrier rather than a passive container. Tablets, capsules, and oral liquid medicines stored in ISBM-produced PET bottles experience less moisture uptake and reduced oxidative degradation across the product shelf life. When combined with suitable closure systems, ISBM bottles can meet Class II or Class III container requirements under USP <671> for moisture permeation — classifications that open access to a broader range of moisture-sensitive pharmaceutical products.
Neck Finish Precision and Reliable Closure Compatibility
The neck finish of a pharmaceutical bottle undergoes more mechanical stress than any other part of the package — it must interface precisely with the closure through application, tightening, consumer opening and re-closing, and all subsequent handling. Any dimensional variation in thread height, thread pitch, or neck ovality can result in inconsistent sealing torque values during capping, liner distortion, or outright container closure failure. Because ISBM produces the neck finish during the injection phase — using hardened steel tooling that holds tolerances to ±0.05 mm — the geometry is far more repeatable than what extrusion blow molding can achieve, where the parting line runs directly through the neck area and introduces material flow variability in the most critical zone of the package. For pharmaceutical manufacturers using automated capping lines with programmed torque ranges, this precision reduces capping rejection rates, decreases torque variation across a production batch, and improves overall container closure integrity (CCI) performance in finished product testing.

PET Bottle Production: Material Grade Selection for Pharmaceutical Safety
Not all PET resins are equal, and selecting the correct grade is one of the most consequential decisions in pharmaceutical PET bottle production. Pharmaceutical-grade PET resin must meet stringent purity standards — specifically regarding acetaldehyde (AA) content, diethylene glycol (DEG) levels, and residual catalyst concentrations. Acetaldehyde is a reactive compound formed during PET processing at elevated temperatures, and it can interact with certain APIs, alter the taste of oral liquid medicines, or raise extractables levels in the final container. Pharmaceutical processors therefore specify ultra-low AA resin grades, with target values below 1 ppm in the finished resin, processed at carefully controlled melt temperatures to minimize AA regeneration during the injection phase. The ISBM process offers superior control over the thermal history of the resin compared with two-step reheat systems, because the PET melt is processed only once before being formed into the final bottle — there is no second heating cycle that could generate additional AA.
Antimony, used as a polymerization catalyst in many standard PET grades, is regulated under several pharmacopoeia standards as a potentially extractable heavy metal. Some pharmaceutical manufacturers specify antimony-free PET grades, which use titanium or germanium as alternative catalysts. The injection phase of the ISBM process is fully compatible with these specialty grades and with the careful temperature profile management they require. Resin intrinsic viscosity (IV) — which reflects the polymer’s molecular weight — should fall in the range of 0.72–0.80 dL/g for most pharmaceutical bottle applications, providing the mechanical strength needed while maintaining good flow characteristics during injection.
The ISBM Process: Step by Step from Resin to Pharmaceutical-Ready Bottle
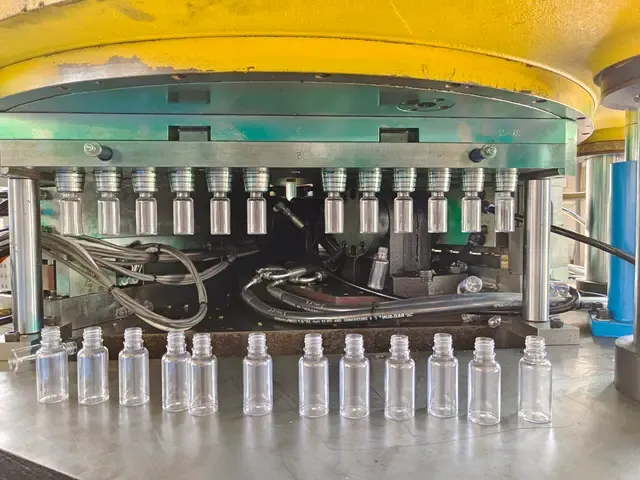
Understanding the sequence of operations in the injection stretch blow molding process clarifies precisely why it delivers such consistent results in pharmaceutical applications. Each stage is tightly controlled and directly influences the final container’s dimensional accuracy, barrier performance, and visual clarity. The one-step ISBM approach — where injection, conditioning, stretching, and blowing occur within a single machine without the preform ever leaving the controlled environment — eliminates the reheating step present in two-stage systems, reducing thermal history, limiting AA generation, and minimizing contamination exposure.
Step 1 — PET Resin Drying
Pharmaceutical PET resin is dried using desiccant dryers to a moisture content below 50 ppm. Inadequate drying causes hydrolytic chain scission during the injection phase, reducing molecular weight and compromising the mechanical integrity and barrier properties of the finished bottle.
Step 2 — Preform Injection Molding
Dried PET melt is injected into precision preform cavities at controlled barrel temperatures of 260–285 °C. The neck finish geometry — thread form, thread height, and sealing land — is fully defined at this stage, with critical dimensions held to ±0.05 mm tolerances by hardened steel tooling.
Step 3 — Thermal Conditioning
The preform body is conditioned to the PET stretch window (95–110 °C) while the neck finish is actively cooled to prevent dimensional distortion. Uniform temperature distribution through the preform wall is essential for consistent biaxial orientation during the subsequent blowing phase.
Step 4 — Stretch and High-Pressure Blow
A servo-controlled stretch rod extends axially while high-pressure air (up to 40 bar) simultaneously expands the preform radially against the mold cavity. Programmable blow pressure profiling and stretch rod speed ensure controlled biaxial orientation and consistent wall thickness distribution from every cycle.
Step 5 — Mold Cooling and Crystallization Lock
The blown bottle is held against the temperature-controlled mold surface for a precisely defined cooling period. Rapid, controlled cooling locks in the biaxially oriented crystalline structure that provides both superior mechanical strength and the reduced permeation rates needed for pharmaceutical storage applications.
Step 6 — Ejection and Inline Quality Inspection
Finished bottles are ejected and pass through inline vision inspection systems that check for dimensional conformance, wall thickness distribution, optical clarity defects, and neck finish geometry. Non-conforming bottles are automatically diverted before reaching the packaging line, protecting downstream product quality.

Contamination Prevention in a Closed-Loop Manufacturing System
Contamination is the primary risk in pharmaceutical packaging manufacturing, and the consequences of a contaminated container reaching a patient can be catastrophic. The one-step ISBM process holds a structural advantage over two-step (reheat stretch blow molding) systems precisely in this area. In a two-step system, the injection-molded preform is produced at one location, then transported — often in bulk containers exposed to the production environment — and stored before being transferred to the reheat oven and blow molding station. Each of these intermediate operations creates opportunities for airborne particle deposition on preform surfaces, surface abrasion that generates particulate contamination, and moisture absorption that can degrade barrier properties in the final bottle. The one-step ISBM process eliminates this intermediate chain: PET resin enters the machine and finished bottles exit, without the preform ever leaving the controlled machine environment.
For pharmaceutical manufacturers operating in ISO Class 7 or Class 8 cleanroom environments, one-step ISBM machines can be enclosed within HEPA-filtered housings with laminar air flow directed across the blowing and ejection zones. The compact footprint of a single ISBM machine — compared with a combined injection molding line plus separate blow molding line — reduces the cleanroom floor area required, lowering both capital construction cost and ongoing HVAC operating expense. Additionally, because the interior surface of the ISBM bottle contacts only clean, filtered high-pressure blow air during formation, there is zero risk of mold release agent contamination from the bottle interior. This is a tangible advantage over glass bottle manufacturing processes that use silicone-based release compounds in mold operations.
Dimensional Accuracy and Wall Thickness Uniformity in ISBM PET Bottles
For pharmaceutical bottles, dimensional consistency is not an aesthetic consideration — it is a functional requirement that directly affects downstream fill line performance and container closure integrity. Pharmaceutical filling lines that operate on gravimetric or volumetric dosing principles rely on consistent bottle internal volumes to achieve accurate fill weights within specification. Labelling machines require consistent bottle diameters and heights to apply labels without wrinkles or misalignment. And automated capping equipment applies closure torque based on programmed neck finish dimensions; when those dimensions drift between batches, the capping torque either over-tightens (risking liner damage and seal compromise) or under-tightens (allowing seal failure and moisture ingress).
The injection stretch blow molding process addresses dimensional consistency through several overlapping mechanisms. First, preform dimensions are established by hardened steel injection molds with tolerances of ±0.02 mm. Second, the servo-controlled stretch rod position and programmable blow pressure profile maintain a consistent stretch ratio from cycle to cycle, ensuring that variations in preform temperature are compensated within the defined process window. Third, the bottle mold constrains all outer dimensions precisely during the cooling phase. Modern ISBM machines achieving wall thickness variation of less than ±8% across the bottle body — a level of consistency that two-step systems and extrusion blow molding lines consistently struggle to match at production rates above 10,000 bottles per hour — deliver meaningful benefits in downstream filling line efficiency and product quality.

GMP Regulatory Compliance and Pharmaceutical Certification Alignment
Pharmaceutical manufacturers operate in an environment where equipment validation is as important as the equipment itself. ISBM machines deployed in pharmaceutical applications must be qualified through Installation Qualification (IQ), Operational Qualification (OQ), and Performance Qualification (PQ) protocols — the IQ/OQ/PQ framework that regulators in Australia, the USA, Europe, and export markets expect to see fully documented. Modern ISBM machines designed with pharmaceutical applications in mind provide electronic batch records, alarm logging, process parameter trending, and recipe management systems that generate the audit trail required under Good Manufacturing Practice (GMP) regulations. Australia Ever-Power machines support 21 CFR Part 11-compatible data management configurations, allowing pharmaceutical customers to integrate container manufacturing data directly into their validated Quality Management Systems.
Beyond machine qualification, the bottles produced must themselves comply with material testing standards. PET bottles for pharmaceutical use in Australia and in export markets such as the broader Asia-Pacific region should be tested against USP <661> (Plastic Packaging Systems and Their Materials of Construction) and, where applicable, against the relevant European Pharmacopoeia monograph. Extractables and leachables (E&L) studies — conducted under accelerated conditions with representative drug product formulations — provide the final confirmation of container-product compatibility required before regulatory submission. The technical simplicity of the ISBM process, which uses only pharmaceutical-grade PET resin without coatings, adhesives, or secondary material interfaces, substantially simplifies E&L characterization, speeds compatibility assessments, and reduces the documentary burden of the regulatory submission process.
Real-World Applications Across the Pharmaceutical Product Spectrum
ISBM-produced PET bottles serve a wide range of pharmaceutical applications that reflect both the process flexibility and the material’s suitability across diverse dosage forms. In oral solid dose (OSD) packaging — tablets, capsules, and soft gels — ISBM bottles span the range from 20 mL vitamin containers to 1,000-count supplement jars, with mold changeovers on modern platforms achievable in under 30 minutes. For oral liquid medicines, syrups, and suspension packaging, the process delivers the glass-like optical clarity needed for visual product inspection alongside the chemical resistance needed to prevent API-container interaction. The smooth inner surface and absence of parting line weld seams eliminate surface texture variability that can complicate residue validation protocols.
Nutraceuticals, dietary supplements, and over-the-counter (OTC) medicines represent a growing segment of Australian pharmaceutical manufacturing where ISBM technology delivers competitive advantage. The visual clarity of well-oriented PET — approaching glass in transparency at appropriate wall thicknesses — allows consumers to view the product inside, a factor that positively influences purchase decisions in retail pharmacy settings. The lightweight nature of PET versus glass reduces freight costs for pharmaceutical exporters supplying the broader Asia-Pacific market, and the child-resistant closure compatibility of ISBM-produced neck finishes ensures straightforward compliance with Australian Standard AS 1928, which mandates child-resistant packaging for a defined category of prescription and over-the-counter medicines.

Ready to Upgrade Your Pharmaceutical Packaging Line?
Australia Ever-Power provides technical consultation, machine specifications, validation documentation support, and resin grade guidance for pharmaceutical packaging manufacturers across Australia and the Asia-Pacific region.
Fully Servo One-Step Injection Stretch Blow Molding Machine — HGYS150-V4-EV
For pharmaceutical-grade PET bottle production where precision and process validation are paramount, the HGYS150-V4-EV represents the highest level of process control in the Ever-Power product range. Featuring full servo actuation across all critical motion axes — injection unit, stretch rod, blow valve sequencing, and mold clamping — this machine delivers the cycle-to-cycle dimensional consistency that GMP pharmaceutical environments require. The servo-driven stretch rod allows programmable speed and position profiles for different preform geometries, ensuring optimal wall thickness distribution for pharmaceutical bottles from 5 mL to 500 mL. Electronic parameter recording, recipe management, and alarm logging support IQ/OQ/PQ validation requirements and are configurable for 21 CFR Part 11 audit trail compliance. For pharmaceutical manufacturers in Australia seeking to establish or upgrade primary container manufacturing, this machine represents a validated, audit-ready production platform.




























