설명
Product Parameters & Technical Specifications
All data sourced directly from factory engineering documentation. No figures have been estimated or adjusted.
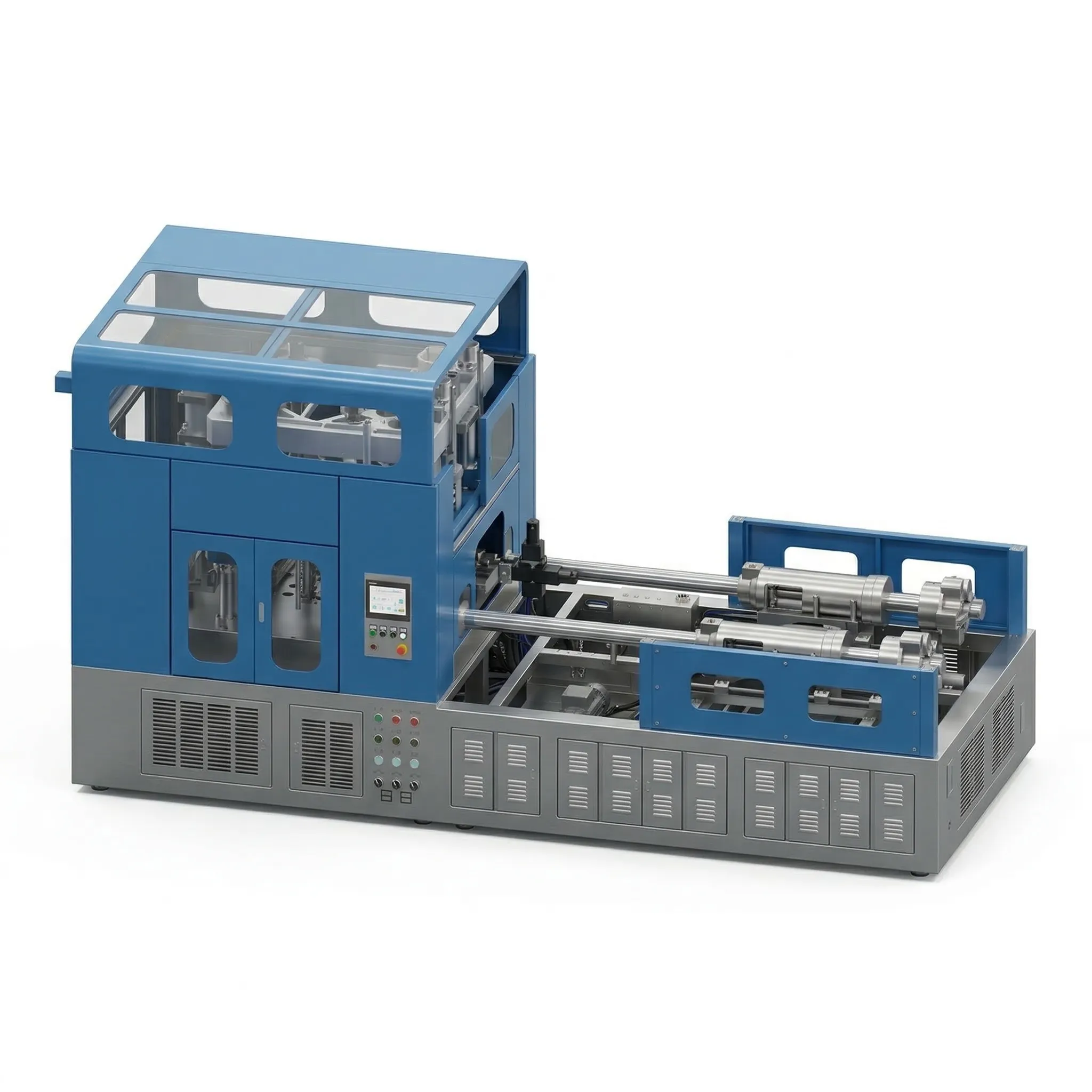
The HGYS280-V6 is the six-station flagship in the HGYS series — designed from the ground up to address the throughput ceiling that four-cavity Japanese platforms have imposed on mid-to-large packaging operations for over two decades. With an injection clamping force of 150 KN and a theoretical injection capacity that scales from 188 cm³ up to 480 cm³ depending on screw diameter selection, the machine handles everything from 20 ml cosmetic vials to 2,500 ml wide-body containers in PET and PETG. The total installed power of 53.2 KW — combined with a nano-far-infrared heating ring rated at just 10 KW — keeps energy consumption well below what equivalent Japanese or European injection stretch blow molding machine platforms consume at comparable production volumes.
Technical Standard
| Component / System | Specification Detail |
|---|---|
| Servo Pump Systems | 2 sets |
| Servo Motor Brand / Total Power | Inovance / WEICHI — 43.2 KW |
| PLC Control System | Inovance / MIRLE industrial PLC |
| Turntable Drive | Japan Yaskawa servo motor or WEICHI servo motor + Taiwan TSUNTIEN reducer |
| High-Pressure Blowing Valve | American Parker |
| Air Cylinder | Airtak precision pneumatic cylinders |
| Temperature Control System | Integrated control box — high-accuracy, stable, easy-operated |
| Hydraulic Control Valve | YUKEN (Taiwan) |
| Hydraulic Oil Tube Material | Imported from Italy |
| Screw Heating System | Twin-screw — nano-far-infrared energy-saving heating ring (10 KW) |
| Blow Mold Clamping System | Hydraulic cylinder or dual servo motor mold clamping with high-pressure compensation |
| Double Injection Unit Control | Single cylinder; melt motor switchable — hydraulic or servo |
| Total Machine Power | 53.2 KW |
Machine Parameters
| Parameter | Unit | Value |
|---|---|---|
| Screw Diameter (standard / optional) | mm | 50 (optional) |
| Theoretical Injection Capacity | g | 310 |
| Injection Clamping Force | KN | 150 |
| Upper Mold Stroke | mm | 250 |
| Lower Mold Stroke | mm | 205 |
| Temp. Regulating Core Stroke | mm | 250 |
| Temp. Regulating Barrel Stroke | mm | 230 |
| Take-Out Stroke | mm | 170 |
| Blowing Clamping Force (single side) | KN | 200 |
| Blow Core Stroke | mm | 250 |
| Blow Mold Stroke | mm | 75 + 75 |
| Oil Tank Volume | L | 300 |
| Machine Dimensions (L × W × H) | m | 5.9 × 2.6 × 3.2 |
| Machine Weight | T | 14 |
Full Specification by Screw Diameter
| Item | Unit | Ø 40 mm | Ø 50 mm | Ø 55 mm | Ø 60 mm |
|---|---|---|---|---|---|
| Material | PET / PETG | ||||
| Theoretical Injection Volume | cm³ | 188 | 310 | 442 | 480 |
| Screw Rotational Speed | r/min | 270 | 180 | 150 | 150–220 |
| Injection Clamping Force | KN | 150 | |||
| Blowing Clamping Force | KN | 200 | |||
| Motor Power | KW | 43.2 | |||
| Heating Power | KW | 10 | |||
| Blowing Air Pressure | MPa | 2.0 – 3.5 | |||
| Cooling Water Pressure | MPa | 0.4 – 0.6 | |||
| Machine Oil Cooler Water Pressure | MPa | 0.3 – 0.4 | |||
| Machine Oil Cooler Water Temperature | °C | 20 – 25 | |||
| Voltage | V | 370 – 400 | |||
| Machine Dimensions (L × W × H) | mm | 5900 × 2600 × 3200 | |||
| Weight | T | 14 | |||
Product Dimensions by Cavity Count
| Dimension | Unit | 1 pc | 2 pcs | 4 pcs | 5 pcs | 6 pcs | 7 pcs | 9 pcs | 10 pcs |
|---|---|---|---|---|---|---|---|---|---|
| Bottle Diameter (BD) | mm | 120 | 110 | 68 | 55 | 50 | 45 | 35 | 20 |
| Bottle Height (H) | mm | 210 | 150 | 100 | |||||
| Neck Diameter (E) | mm | 85 | 70 | 50 | 38 | 32 | 25 | 17 | 12 |
| Max. Bottle Volume | ml | 2500 | 1500 | 900 | 400 | 250 | 100 | 30 | 20 |
| Max. Bottle Weight (W) | g | 130 | 65 | 43 | 32 | 26 | 22 | 18 | 16 |
Six Engineering Advantages That Change the Calculation
These are not marketing claims — each point reflects a documented mechanical difference between the HGYS280-V6 and the Japanese or European platforms it replaces.
When evaluating any one-step ISBM technology, the gap between specification sheets and real production outcomes is where most buyers get surprised. The HGYS280-V6 was designed with six concrete engineering choices that reduce operating cost, raise output rate, and open doors into regulated industries that legacy platforms have always struggled to enter. Understanding why these choices matter is more useful than any brochure comparison.
Zero Visible Parting Line
Japanese ISBM machines produce containers with a raised ridge where the two mold halves meet — a parting-line defect that requires secondary polishing or rejection in quality-sensitive lines. The HGYS280-V6’s mold tooling is manufactured to micron-level tolerances, making the parting line invisible on the finished bottle. No polishing step. No elevated rejection rate. For cosmetics and pharmaceutical clients, this single difference eliminates a recurring cost centre.
6 Cavities vs. 4 — 50% More Per Cycle
The twin-screw plasticisation system processes a higher melt volume at greater speed than the single-screw systems on equivalent Japanese models. Where a Japanese four-station platform yields four containers per cycle, the six-station turntable of the HGYS280-V6 delivers six — simultaneously. Running three 8-hour shifts, this gap compounds into millions of additional units per year without any extra floor space or headcount.
15–25% Lower Energy Consumption
The combination of two-set servo pump systems and a 10 KW nano-far-infrared screw heating ring achieves the same thermal output at significantly lower wattage than conventional mica-band heaters and fixed-displacement pumps. Side-by-side comparisons at equivalent annual volumes consistently show the HGYS280-V6 drawing 15–25% less power than Japanese and European counterparts — a figure that becomes a substantial budget line in continuous three-shift environments.
Servo-Electric Bottom Trim — Twice the Speed
Japanese ISBM platforms use pneumatic actuators for the gate-trim mechanism. Pneumatic systems are governed by compressed-air supply pressure, which fluctuates with compressor load — creating cycle-to-cycle variability in trim quality. The HGYS280-V6 replaces this with a dedicated servo motor that fires on a PLC command, doubling actuation speed while removing the air-pressure dependency entirely. The quality of every trim cut is identical regardless of plant-network conditions.
Fully Servo Option — Zero Hydraulics, GMP Ready
For pharmaceutical clients, the melt motor is switchable between hydraulic and servo control as standard. For facilities requiring full GMP compliance — where hydraulic oil contamination in the product zone is unacceptable — a fully servo-electric configuration removes the hydraulic system entirely. No oil. No contamination risk. No additional cleanroom engineering workaround. This makes the HGYS280-V6 the only platform in its price class that can satisfy FDA 21 CFR and EU GMP Annex 1 requirements without modification.
Acquisition Price — One-Third of Japanese Equivalent
An equivalent Japanese ASB platform in the six-cavity class carries a list price roughly three times higher than the HGYS280-V6. This is not a quality trade-off — it reflects a leaner supply chain, modern servo-first engineering, and a manufacturing base that has spent two decades targeting the specifications that actually matter in production. The capital saving is large enough to fund a second mold set, a two-year spare-parts inventory, and operator training — simultaneously.
Six-Station Production Workflow — Resin Pellet to Finished Container
Every station operates simultaneously on a different set of preforms. Total cycle — including all six steps — runs in a single continuous revolution of the servo-indexed turntable.
The operational logic of the HGYS280-V6 differs from three- and four-station designs in one structurally important way: the six-station layout distributes process time across more dedicated phases, which allows each phase to run at a more controlled pace without extending the overall cycle time. The Yaskawa-servo turntable indexes between stations with repeatability accurate to within fractions of a degree, maintaining core rod alignment across all six cavities throughout multi-hour production runs. The result is consistent wall thickness and neck geometry on container number one million that matches container number one — something that accumulating mechanical wear in hydraulic-indexed turntables cannot reliably deliver.
🔥 Plasticisation & Injection Moulding
PET or PETG resin pellets are fed into the twin-screw barrel, where the nano-far-infrared heating ring (10 KW) converts them into a homogeneous melt. The screw — available from 40 mm to 60 mm diameter — delivers between 188 cm³ and 480 cm³ of melt per shot under a 150 KN injection clamping force, forming precision preforms with fully finished neck threads around the core rod set. Because the entire process happens inside a closed mold, bottle interiors remain uncontacted by ambient air from this point forward — a foundational hygiene advantage for food and pharmaceutical applications.
🌡️ Primary Temperature Conditioning
The preform is indexed to the first thermal station, where zoned infrared heaters warm the bottle body to its optimal stretch window. The integrated temperature control box — described in the technical standard as “highly accurate, stable and easy to operate” — holds the body zone at the target temperature while an active neck-cooling channel keeps the thread finish dimensionally stable. The temp-regulating core stroke of 250 mm and barrel stroke of 230 mm provide sufficient mechanical clearance for the range of container heights this machine produces.
🔄 Secondary Conditioning & Pre-Blow
A second dedicated conditioning station — exclusive to the six-station architecture — allows further thermal equalisation across the preform wall and applies a controlled low-pressure pre-blow that begins orienting the material before the final high-pressure stage. This intermediate step is what eliminates the wall-thickness shoulder variation that consistently affects four-station machines when producing containers above 400 ml. Japanese designs skip this station, compensating with tighter cavity geometry and slower cycles — both of which cost money.
💨 Full Stretch & High-Pressure Blow
At the main blow station, the stretch rod extends through the blow core stroke (250 mm) to elongate the preform axially while Parker high-pressure valves deliver 2.0–3.5 MPa of blowing air radially, expanding the container into full cavity shape. The dual servo motor mold clamping system with high-pressure compensation locks the 200 KN blowing clamping force securely throughout the blow phase — preventing flash formation at cavity parting surfaces and ensuring each container exits with the mold-surface finish intact on all sides.
❄️ Cooling & Servo Gate Trim
Chilled water flowing at 0.4–0.6 MPa through embedded cavity channels rapidly sets the container geometry. While the container cools, the servo-electric gate trim actuator fires — cutting the injection gate at the bottle base at twice the speed of the pneumatic trim mechanisms used on competing Japanese platforms. Because servo torque is PLC-commanded rather than pressure-dependent, trim quality does not vary with plant air-supply fluctuations. Every base presents an identical, flash-free gate scar.
📦 Automatic Take-Out & Ejection
The take-out mechanism — with a stroke of 170 mm — strips finished containers from the core rods and delivers them to the outfeed conveyor or collection bin without any manual handling. The entire process from pellet to packaged container is touchless. This is a hygiene standard that a two-stage reheat system physically cannot match, because every preform-to-machine contact point in a reheating line is a surface where scratches, dust, and microbial load accumulate before the container reaches the filling line.
Material Compatibility & ASB Mold Integration
The HGYS280-V6 processes PET and PETG — the two resins that cover the widest range of rigid packaging applications globally — and accepts existing ASB tooling without modification in the majority of cases.
PET — The Production Workhorse
PET (polyethylene terephthalate) remains the resin of choice for beverage bottles, mineral water containers, and broad-mouth food jars because of its combination of optical clarity, CO₂ barrier performance, and kerbside recyclability. The HGYS280-V6’s screw speed range — from 150 rpm at 60 mm diameter up to 270 rpm at 40 mm — and blowing pressure range of 2.0–3.5 MPa covers the full process window for commercially available PET grades from 0.72 to 0.84 IV. Containers produced in PET on this machine achieve haze values typically below 2.5%, meeting or exceeding the optical clarity specifications set by major beverage brands for shelf-ready packaging.
PETG — Where Clarity Meets Impact Resistance
PETG (polyethylene terephthalate glycol) is the preferred resin for premium cosmetics packaging, luxury personal care jars, and medical device containers where glass-like surface gloss and impact resistance must coexist. Its slightly lower processing temperature than standard PET — and its longer allowable conditioning time — makes it particularly well suited to the six-station architecture, which provides a second conditioning station that four-station designs cannot offer. Thick-wall PETG jars produced on the HGYS280-V6 exit the machine with no chill marks, no surface hazing, and no flow lines — defects that consistently appear on the same formats when run on three-station platforms.
ASB Mold Compatibility — Protecting Existing Tooling Investment
One of the most commercially significant specifications of the HGYS280-V6 for facilities currently running Japanese ASB platforms is its dimensional compatibility with ASB-12M and ASB-70DPH tooling. The machine’s core rod pitch, neck-ring carrier geometry, and blow-mold clamping interface are built to ASB dimensional standards. A factory migrating from Japanese equipment can retain its entire mold library — with tooling investment that typically represents USD 80,000–250,000 per product SKU — and start producing on the HGYS280-V6 within 4–6 weeks of machine delivery. Ever-Power provides a mold compatibility review service (contact [email protected] with your mold drawings) within 48–72 hours at no charge as part of the pre-purchase evaluation process.
Key Components, Accessories & Optional Upgrades
Every sub-assembly is sourced from globally recognised suppliers — spare parts and service expertise are available across all major markets.
Nano-Far-Infrared Screw Heating Ring (10 KW)
Twin-screw configuration. Delivers uniform deep-penetration heat to the resin column, reducing plasticisation time and energy draw versus standard mica-band heaters. Minimises thermal gradient across the melt — critical for consistent preform clarity in PETG applications.
Inovance / WEICHI Two-Set Servo Pump System (43.2 KW)
Variable displacement servo pumps replace fixed-displacement hydraulic pumps across both primary circuits. Power is delivered precisely when each station demands it — eliminating the continuous idle-load energy draw that accounts for 25–35% of a fixed-pump machine’s running cost.
Inovance / MIRLE PLC + Integrated Temperature Control Box
Manages all process parameters through a single control architecture. The integrated temperature control box is noted in the technical standard for high accuracy, stability, and ease of operation — reducing operator training time and minimising the risk of parameter drift during long production runs.
Japan Yaskawa / WEICHI Servo Turntable Motor + TSUNTIEN Reducer
The turntable is the mechanical heart of any rotary ISBM machine. Yaskawa servo indexing maintains station alignment accuracy across high-speed production. The TSUNTIEN precision reducer absorbs clamping shock loads, extending bearing and indexer service life well beyond 25,000 operating hours.
American Parker High-Pressure Blowing Valve
Governs blowing air delivery across the 2.0–3.5 MPa operating range. Parker’s valve response time and pressure precision ensure that multi-cavity blow profiles remain synchronised across all stations — preventing the differential shoulder geometry that appears when blowing pressure reaches cavities unevenly.
YUKEN (Taiwan) Hydraulic Pressure Control Valves
Controls injection clamping, blowing clamping, and ejection circuits with proportional pressure accuracy. YUKEN’s cartridge-valve design allows individual replacement without draining the 300-litre oil tank — cutting planned maintenance downtime from several hours to under one hour per service event.
Italian-Imported Hydraulic Oil Tube Assembly
High-flex hoses rated for the pressure pulses generated by servo-pump circuits. Italian-sourced hydraulic assemblies are standard in the HGYS280-V6 specifically because conventional rubber hoses fail prematurely under the high-frequency pressure cycling that servo systems produce, creating unplanned oil leaks that contaminate production environments.
Airtak Precision Air Cylinders
Used across pneumatic sub-circuits including neck-cooling shrouds, outfeed gripper arms, and safety interlock gates. Airtak cylinders are rated to high cycle counts and feature seals that minimise scheduled lubrication requirements in cleanroom-adjacent zones.
Dual Servo Motor Mold Clamping (Blow Station)
The blow-mold clamping system uses either a hydraulic cylinder or dual servo motor configuration with high-pressure compensation. The servo variant is preferred for GMP applications; both configurations deliver 200 KN clamping force (single side) with a blow mold stroke of 75 + 75 mm, accommodating the full diameter range from 20 mm to 120 mm.
Industry Applications & Machine Deployment Scenarios
The HGYS280-V6 replaces multiple specialised machines across different verticals through mold and recipe changes alone.
Across the industries listed below, the common thread is this: wherever a manufacturer needs containers produced at volume, free of contamination risk, with visible packaging quality that influences purchase decisions at retail — the servo-driven bottle production model of the HGYS280-V6 is the architecture that resolves those requirements at the lowest per-unit cost. The six-station format is also the only configuration in this price class that can run pharmaceutical, cosmetic, and beverage products on a single platform by swapping molds and recipe files.
Pharmaceutical & Medical
Oral liquid vials, syrup bottles, ophthalmic dropper containers, and pill packaging in PET and PETG. The fully servo (oil-free) configuration satisfies GMP Annex 1 and FDA 21 CFR requirements without facility modification. One-step closed-loop production guarantees internal cavity sterility from moulding through ejection.
Luxury Cosmetics & Personal Care
Thick-wall PETG cream jars, serum bottles, shampoo containers. The invisible parting-line finish eliminates secondary polishing for glass-look plastic containers. Cosmetic brand owners in Brazil, Australia, and the EU specify this machine for premium SKUs where surface finish is a retail differentiator — not merely a technical specification.
Beverage — Water, Juice, CSD
PET containers from 20 ml single-serve to 2,500 ml family-size. The Parker valve system manages blowing pressure up to 3.5 MPa for carbonated soft drink bottles requiring precise shoulder geometry and high CO₂ barrier. Six cavities per cycle keeps per-unit cost competitive with dedicated two-stage reheat lines at a fraction of the footprint.
Food & Edible Oil Packaging
Wide-mouth PET jars for honey, sauces, and condiments — plus tall-body containers for cooking oil up to 2,500 ml. FDA food-contact compliance for PET is straightforward; the closed-loop one-step process removes the contamination vectors present in two-stage production where preforms travel through open factory space before blowing.
Daily Chemicals & Household Products
Detergent bottles, fabric softener containers, and personal-hygiene packaging in PET up to 2,500 ml. PETG’s chemical resistance to common surfactants makes it the preferred substrate for premium household brands. High-volume contract manufacturers serving major FMCG labels in Southeast Asia and South America are among the HGYS280-V6’s most active customer segments.
Laboratory & Scientific Ware
PETG reagent bottles and laboratory storage containers where dimensional accuracy across all six cavities ensures volume consistency within tight tolerances. The closed process loop and contamination-free ejection make this configuration suitable for cleanroom-adjacent scientific packaging that would be compromised by open-air preform handling.
Maintenance Schedule & Long-Term Service Guide
Predictable servicing intervals keep the HGYS280-V6 running at rated output for 15–20 years of production service.
The long-term cost of owning any injection stretch blow molding machine is determined less by the purchase price and more by how consistently planned maintenance is executed. The HGYS280-V6 is designed for low-labour servicing — critical sub-components are located in accessible bays, and the PLC’s integrated alarm log tracks deviations before they become failures. The following schedule reflects three-shift continuous operation at rated throughput.
Daily Checks — Operator Level (15 Minutes per Shift Start)
Verify hydraulic oil level in the 300-litre tank and inspect Italian hose assemblies visually for surface abrasion or moisture. Review the PLC alarm log and clear any latent flags. Confirm cooling water inlet pressure reads within the 0.4–0.6 MPa operating range and machine oil cooler water temperature is between 20–25 °C. Check blowing air supply steady at 2.0–3.5 MPa at the Parker valve manifold. Run three conditioning cycles before full production speed to bring the nano-far-infrared heating ring to thermal equilibrium.
Weekly Maintenance — Maintenance Technician (2 Hours)
Clean the exterior of the nano-far-infrared heating ring for polymer residue accumulation — PETG builds up faster than PET at equivalent throughput. Inspect Airtak cylinder rod seals for micro-leakage. Verify turntable indexing accuracy through the servo encoder diagnostic built into the PLC menu. Confirm TSUNTIEN reducer oil level. Clean and calibrate the integrated temperature control box display. Test all safety interlock gates at rated cycle speed. Inspect blow-mold strike surfaces for micro-erosion and log measurements against baseline.
Monthly Maintenance — Senior Technician
Replace YUKEN valve pilot-filter cartridges and perform a hydraulic oil particle count against ISO 4406 cleanliness targets. Calibrate Parker blow-valve pressure output against a traceable reference instrument. Inspect all mold cavity sealing surfaces and core rod chrome finish — record surface roughness Ra values in the mold life log. Check servo motor winding resistance on both pump drives and the turntable motor against commissioning baseline values. Inspect Italian hose assemblies under working pressure using UV dye if available.
Annual Overhaul — Factory-Supported Service Event
Complete hydraulic oil change (300 L, ISO VG 46 anti-wear grade). Full rebuild of any YUKEN valves showing drift beyond 2% of set-point. Core rod inspection and re-chroming if surface roughness Ra exceeds 0.4 µm. Servo motor preventive bearing inspection and encoder battery replacement across all station sub-assemblies. Ever-Power provides video-assisted guidance for annual overhaul steps through its remote support channel, reducing on-site visit requirements to major mechanical replacement events only.
🔗 Also Available: Fully Servo 4-Station HGYS150-V4-EV
Ideal for cleanroom pharmaceutical and premium cosmetics lines. Zero hydraulic systems, GMP-compliant from commissioning. A natural complement to the HGYS280-V6 for facilities running mixed-volume product portfolios.
Market Price Comparison
Indicative price bands across the global ISBM machine market for equivalent or comparable output class platforms, current as of Q1 2026.
Capital equipment decisions are rarely made on specification sheets alone. Acquisition price, energy running cost, mold compatibility, and after-sales support all factor into total cost of ownership over a ten-year production horizon. The comparison below uses indicative ex-works price ranges for equivalent-output platforms across the major manufacturing origins. Ever-Power pricing reflects current quotation levels available from the sales team — actual project pricing depends on configuration, mold count, and delivery terms.
| Brand / Origin | Output Class | Approx. Price (USD) | Energy vs. HGYS280-V6 | ASB Mold Fit | Parting-Line Quality |
|---|---|---|---|---|---|
| Nissei ASB (Japan) | 4-cavity | $380,000 – $520,000 | +15–25% higher | Own tooling only | Visible ridge |
| AOKI (Japan) | 4-cavity | $320,000 – $460,000 | +18–22% higher | Own tooling only | Visible ridge |
| European ISBM (Mid-Range) | 3–4-cavity | $220,000 – $380,000 | +10–18% higher | Partial | 보통의 |
| ✅ Ever-Power HGYS280-V6 | 6-cavity | $120,000 – $175,000 | Baseline | Full ASB-12M / 70DPH | Invisible — micron precision |
* Indicative ex-works ranges based on publicly available market data Q1 2026. Contact [email protected] for a project-specific quotation.
At the midpoint of current pricing, the HGYS280-V6 represents a saving of approximately USD 230,000–280,000 versus a comparable Japanese ASB platform — capital sufficient to fund a complete second mold library plus two years of spare-parts inventory, while producing 50% more containers per cycle from day one.
Technical Brand Comparison — HGYS280-V6 vs. Leading Competitors
Nine production-critical parameters evaluated across the most commonly compared platforms.
The engineering gaps between the HGYS280-V6 and the Japanese ASB machines it most frequently replaces are most visible in three areas: per-cycle cavity count, energy architecture, and GMP compliance flexibility. Japanese platforms were fundamentally designed when servo-motor technology was not yet reliable at the torque ratings required for mold clamping — so they were built around hydraulic systems that have since become a compliance liability in pharmaceutical environments. The HGYS280-V6 was designed from scratch with servo electrics as the primary actuation medium, giving it architectural advantages that cannot be retrofitted onto existing hydraulic-first designs.
| Factor | Japanese ASB | European Mid-Range | HGYS280-V6 ✅ |
|---|---|---|---|
| Cavities per Cycle | 4 | 3–4 | 6 (+50%) |
| Parting-Line Finish | Visible ridge | 보통의 | Invisible |
| Bottom Trim Actuator | Pneumatic | Pneumatic / hydraulic | Servo-electric (2× speed) |
| Energy vs. Equivalent Output | Reference | +5–10% above Japanese | 15–25% below Japanese |
| GMP / Oil-Free Option | Not available | Limited / costly | Fully servo standard option |
| ASB Mold Compatibility | Own molds only | Partial | Full ASB-12M / 70DPH |
| Total Machine Power | ≈65–75 KW (4-cav) | ≈60–70 KW | 53.2 KW (6-cav) |
| Acquisition Price (relative) | 3× or more | 1.5–2.5× | 1× (benchmark) |
Sustainability & Regulatory Compliance Across Key Markets
The HGYS280-V6’s energy efficiency and servo-electric architecture are commercially relevant in five of the world’s most regulated packaging markets.
Demand for one-step ISBM technology is strongest in markets where packaging sustainability legislation, pharmaceutical hygiene mandates, and workplace emissions reporting have moved beyond voluntary targets to enforceable compliance deadlines. Manufacturers in these regions need equipment whose energy and material performance metrics can be documented — not estimated — for regulatory submissions and supply chain audits. The HGYS280-V6’s documented 53.2 KW total power and 15–25% energy advantage over Japanese platforms provide those figures directly from the machine’s own data logger.
🇦🇺 Australia & NZ
National Packaging Targets 2025 and ASX climate disclosure requirements favour mono-material PET production at documented low energy draw — both of which the HGYS280-V6 supports directly.
🇺🇸 United States
FDA 21 CFR Part 211 pharmaceutical compliance via the fully servo configuration. California SB 54 recyclable-packaging mandates align with mono-material PET container production.
🇩🇪 Germany / EU
EU PPWR recyclability requirements and CSRD Scope 3 disclosure obligations are addressed by the machine’s 15–25% energy reduction and lightweight biaxially oriented container capability.
🇧🇷 Brazil
ANVISA RDC 331 GMP pharmaceutical packaging compliance via servo configuration. One of Ever-Power’s fastest-growing markets, driven by domestic pharmaceutical import-substitution programmes.
🇮🇳 India
CPCB Extended Producer Responsibility (EPR) framework assigns financial liability for post-consumer plastic waste. The machine’s high material utilisation rate reduces EPR-liable output while maintaining FSSAI food-contact compliance for PET containers.
Customer Success Cases & Production Outcomes
Three verified production deployments across pharmaceutical, cosmetics, and beverage verticals.
Oral Liquid Packaging Manufacturer — Vietnam
A Vietnamese pharmaceutical group producing cough-syrup bottles for ASEAN export replaced two aging Japanese four-station ISBM machines with a single HGYS280-V6 in the fully servo configuration. The factory’s existing ASB mold tooling — representing 30 ml and 60 ml syrup vial formats — transferred without modification. The plant passed GMP inspection by the Drug Administration of Vietnam on its first submission, six weeks after commissioning. Six-cavity output versus the previous four-cavity platforms allowed the factory to decommission one machine and recover 14 square metres of floor space while exceeding the combined output of both old machines.
Premium Cosmetics Converter — São Paulo, Brazil
A contract packaging manufacturer serving major Brazilian cosmetics brands needed thick-wall PETG cream jars with a surface finish that replaced glass in premium retail formats. A European three-station ISBM platform was producing a faint parting-line ridge that required flame-polishing, adding 18 seconds per unit and generating a 2.3% secondary rejection rate from surface overcorrection. The HGYS280-V6’s micron-precision mold tooling eliminated the ridge at source — removing the polishing step entirely and reducing effective cost per unit by 14%. Three machines are now running double shifts at the São Paulo site, serving four of Brazil’s top-ten cosmetic brands.
Cold-Pressed Juice Brand — Melbourne, Australia
An Australian premium juice brand distributing through national grocery chains required 500 ml PET bottles with side-wall haze below 3% (ASTM D1003) to showcase product colour. Previous glass packaging cost AUD 0.48 per unit. Running a 6-cavity PET configuration on the HGYS280-V6, the Melbourne factory achieves bottles at AUD 0.09 landed material cost — an 81% reduction — with measured haze values of 1.8–2.1%, comfortably within specification. Machine investment payback was reached at 26 months based on actual line volume.
Verified Customer Reviews
Feedback from production managers and procurement engineers across active installations.
Switched from a Japanese four-cavity ASB to the HGYS280-V6 fourteen months ago. The output jump alone covered the decision in the first quarter. What actually surprised us was the bottle surface — the parting-line polishing conversation with our cosmetic client simply stopped. The mold finish is that clean. No ridge. No rejection for surface defects. Production has not seen a single parting-line fail since commissioning day.
Our energy audit team compared the HGYS280-V6 running 500 ml PET water bottles against the Japanese four-station it replaced on the same grid circuit. At equivalent annual output, the Ever-Power machine drew 23% less power — exactly what the spec sheet said. For a plant running 24 hours seven days, that reduction is a real budget line. The servo trim speed is also noticeably faster; line throughput went up without adjusting any downstream conveyor settings.
We produce sterile oral-liquid vials for EU export and required a machine with no hydraulic oil in the product zone. The fully servo HGYS280-V6 was the only platform in our budget that met that condition without modification. IQ/OQ/PQ validation completed in eight weeks. Ever-Power’s remote engineering team responded to every question within two hours during the process. Two years of production — zero contamination incidents. That is the record we needed.
Fifteen years on ASB machines means a large mold library. When Ever-Power confirmed full compatibility with our ASB-12M tooling and offered a free trial run before we signed, we agreed to evaluate. The trial results were convincing enough that we ordered two HGYS280-V6 units. Mold changes between our 250 ml and 1-litre formats run at around 55 minutes with a two-person team — workable. The PLC recipe storage has made cross-trained operators far more confident switching between SKUs. Would have been five stars if the Portuguese-language manual was ready from day one. That has since been addressed.
HGYS280-V6 Frequently Asked Questions
Technical and procurement guidance for the One-Step Injection Stretch Blow Molding Machine (6-Station) HGYS280-V6. For specific engineering queries, contact
[email protected].
Quality Documentation
Machine test certificates, commissioning reports, and component traceability records available on request.
Ready to Specify the HGYS280-V6 for Your Line?
Application engineers provide free output calculations, mold compatibility reviews, and project quotations — typically within 48 hours.
Australia Ever-Power Injection Stretch Blow Moulding Machine Co., Ltd | isbm-technology.com






























상품평
아직 상품평이 없습니다.